


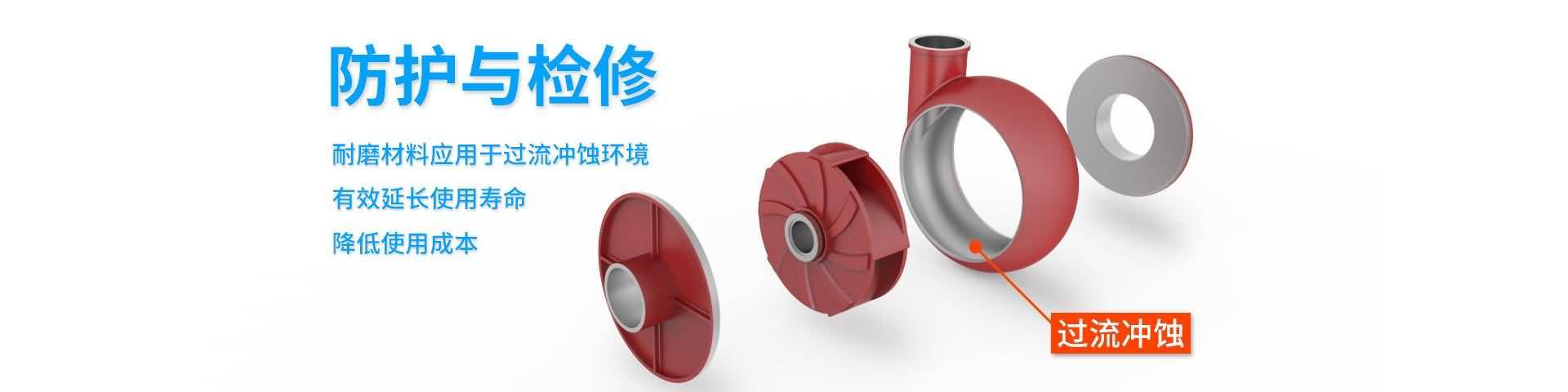
隨著國家經濟不斷發展,泵件在各行各領域內得到廣泛的使用。其中渣漿泵在選礦行業領域里應用更為廣,但因其工作環境使其損壞極其大,尤其是部分企業還存在超負荷運作的的情況。這是一直在困擾大家的一個話題,泵件生產廠家和用戶都在頭痛的事情,經久耐磨的泵到底在哪里???
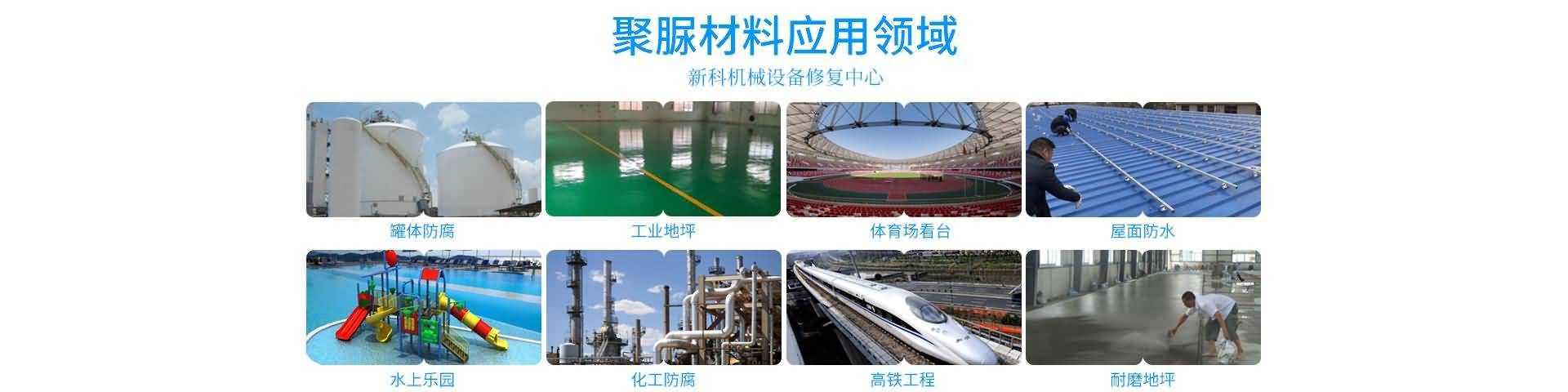
欒川新科機械設備修復中心在經由自身多年的礦廠服務的實際經驗的基礎上,利用新型聚合陶瓷技術研發出來專業針對泵件磨損這一方面的產品。因自身的高耐磨、強防腐得到廣大使用客戶的一直好評、信任。
在這里我們就介紹下產品及施工工藝:
新型聚合陶瓷材料具有以下優勢,耐磨性可達到中碳鋼的5-10倍,可適用于各類酸堿以及高低溫工況(-60℃-80℃),可反復修補,修復成本遠低于采購新件,并能節省更多停機時間,提高生產效率,常溫固化,金屬與工件結合牢固,不易脫膠,整體性能優異,其施工簡單快捷。
步驟一、表面處理
清理工件表面雜質,使其表面干凈清潔。處理方法包括使用火焰烘烤方式除去工件表面的油脂和水分;采用噴砂、角磨機、鋼絲刷或粗砂紙等工具打磨,使其露出金屬本色,更容易與金屬修復材料結合。如果磨損部位穿孔,可進行補焊處理。
步驟二、配膠處理
本品由A、B雙組份組成,使用時嚴格按照規定比例配合,攪拌時間15-30S,根據溫度和攪拌量可適當調整,以攪拌出膠液流淌有光澤為止。
步驟三、表面處理
將攪拌完成的修復劑涂覆到工件表面,按照一個方向進行涂覆,以利于排除氣體。涂覆厚度不超過工件原尺寸,以免產生干涉。施膠表面應光滑平整,無氣孔、坑洼、漏鐵等現象。
步驟四、靜置固化
25℃固化24小時后方可投入使用,若溫度低可采用加熱或延長固化時間等措施促進固化。加熱方式可使用電爐、碘鎢燈等,但加熱時不可直接接觸修復部位。
步驟五、后期處理
后期處理包括:打磨、修補、噴漆等。打磨后工件表面平整無凸起,無膠粒掛料等,對工件表面的少量缺陷可用陶瓷膠修補。修復完成后的工件尺寸符合原工件尺寸要求。經檢驗合格后,可對工件進行表面噴漆,使其恢復原狀。
欒川新科機械設備修復中心在經由自身多年的礦廠服務的實際經驗的基礎上,利用新型聚合陶瓷技術研發出來專業針對泵件磨損這一方面的產品。因自身的高耐磨、強防腐得到廣大使用客戶的一直好評、信任。
服務熱線:0379-60679299
客戶咨詢:13603889856(微信)
商務經理:17739082820(微信)
郵箱:lylcxkjx@126.com
網址:http://www.sk77.net
地址:河南省洛陽市欒川縣赤土店鎮

