


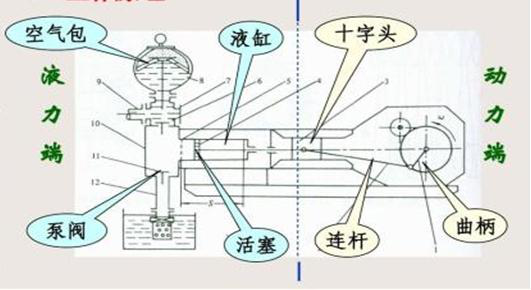
往復泵在實際運行過程中,閥座、閥套與缸體內壁接觸的隨機性和閥芯落座撞擊力都對高壓往復泵有很大影響。其中,物料入閥前是充滿管道的,由于物料的粒度不均勻或有雜質、閥與閥座的微觀缺陷或不均勻磨損,都會造成閥與閥座某一點先發生泄漏。一旦這個通道被打開,物料在壓力的作用下會急速的產生沖刷作用,從而迅速擴大泄漏量,使真空下降吸入量減小,泵不打量。另外,密封不嚴,導致吸入物料減小,也會加劇往復泵磨損。
如洛陽鉬礦集團公司的往復泵泵體就經常出現上述問題(如下圖1)。 新科機械修復經過十幾年的實踐,已探索出形一套完整的往復泵泵體修復方案。
往復泵閥體、閥座(進口、出口)修復工藝
一.表面處理工藝:把相對應的閥座卸下,對磨損部位除脂、除潮、除銹;
二.補焊:選用二保焊按照圖紙尺寸對設備沖蝕缺損部位進行補焊;
三.修復密封面:焊接完成后使用特殊機械按照閥座原尺寸±0.05mm公差范圍修復到位,修復后鍍有色耐磨涂層;
四.施膠工藝:
施膠:
1.XK-C-16耐磨修復材料按A、B組份38::1(重量)比例混合攪拌均勻(氣溫較低時,可以將A組份耐磨修復材料加熱至30~40℃,使材料容易攪拌),用加熱后的涂敷工具將混合后的耐磨修復材料涂敷于工件磨損部位;
2.初固后,將設備專用修復面漆按比例充分混合攪拌,用塑料刮板均勻涂覆在工件的表面,進行表面處理,使表面平整、光滑;
3.加溫固化:(1)初固后,在常溫30℃條件下,放置24小時達到完全固化。(2)初固后,將工件放置加溫爐中加溫至100℃,計時1小時,達到完全固化;
五.研磨、驗收:
①研磨:加溫固化后的工件嚴格按照工件的尺寸進行研磨處理;
②驗收:按照設備組裝標準組裝,達到正常運行標準;
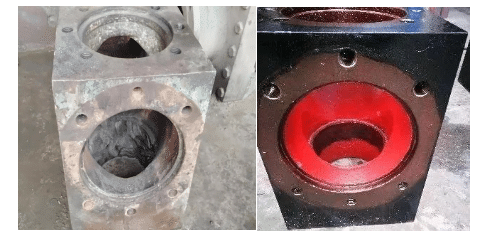
下圖是洛鉬集團三公司生產車間磨損的往復泵泵體的修復前后對比:
服務熱線:0379-60679299
客戶咨詢:13603889856(微信)
商務經理:17739082820(微信)
郵箱:lylcxkjx@126.com
網址:http://www.sk77.net
地址:河南省洛陽市欒川縣赤土店鎮

