


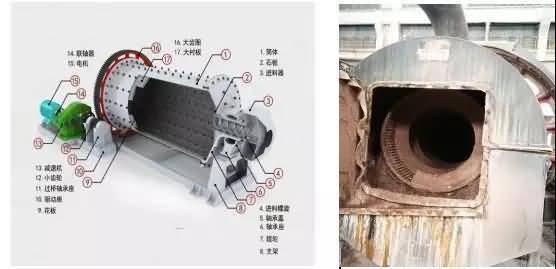
一、球磨機工作原理
工作原理:根據研磨物料的粒度加以選擇,物料由球磨機進料端空心軸裝入筒體內,當球磨機筒體轉動時候,研磨體由于慣性和離心力作用,摩擦力的作用,使它附在筒體襯板上被筒體帶走,當被帶到一定的高度時候,由于其本身的重力作用而被拋落,下落的研磨體像拋射體一樣將筒體內的物料給擊碎。
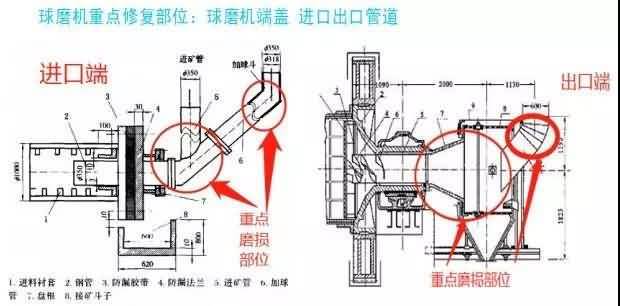
在選礦廠礦石破碎過程中,需要使用球磨機將礦石破碎。球磨機出口管道彎頭處由于受到鐵粉、吐出的小鋼球以及其他雜質混合漿料的沖刷磨損,磨損嚴重。通常20mm厚的管道彎頭只能使用1周就要因為磨損穿孔而更換。嚴重影響企業連續生產,為企業造成巨大損失。
二、球磨機進出口管道修復工藝
(一).表面處理:
1.對設備沖蝕缺損部位進行補焊,選用與設備基材同材質;
2. 脫脂、除潮處理:去除工件表面的油脂,使用新棉紗擦拭工件表面。
3. 噴砂除銹:去除工件表面的氧化層,目視檢查,噴砂面可見均勻的金屬本色(現場處理用角磨機打磨處理部位使其達到金屬本色)。噴砂處理完的工件不允許用帶油脂手套直接接觸噴砂面,噴砂處理后工件要注意防潮。對不需要處理的部分,做好遮蓋保護。
(二).耐磨防腐材料選用:
1、XK-YHG-J-2.0-2.5設備專用耐磨材料
2、XK-J-14設備專用耐磨材料
(三).耐磨材料施膠工藝:
1.先預熱已噴砂的設備,將XK-YHG-J-2.0-2.5設備專用耐磨材料按A:B(重量)40:1比例混合攪拌均勻,用加熱后涂覆工具將混合后的修復材料涂覆于進料口的部位.
2.將XK-J-14設備專用耐磨材料按A:B(重量)4:1比例混合攪拌均勻后,用加熱后涂覆工具將材料涂覆于出料口的部位
3.在材料初固前,使用刮板將涂層的材料表面修理平整光滑;
4.加溫固化:施工完成的工件達到初固條件,加溫至120℃,3個小時完全固化。
(四).研磨驗收:
1.研磨:加溫固化后的工件嚴格按照工件的尺寸進行研磨處理,打磨至標準尺寸;
2.驗收:按照配件及設備按照標準進行驗收,確保工件正常運轉;
3.噴漆:經檢驗合格后,對工件進行噴漆,要求噴漆表面均勻,不允許有流掛現象。
球磨機中空軸既是進礦通道同時又是球磨機端蓋。由于中空軸與進料筒存在間隙,導致礦漿進入中空軸與進料筒之間的空腔,隨著球磨機運行轉動磨損中空軸與進料筒,一旦磨穿,就會出現端蓋漏漿現象。
1.表面處理:首先清理磨損部位雜質,角磨機打磨粗化處理金屬基材,清洗劑磨損部位清洗并晾置干燥。
2.焊接:根據球磨機材質要求選擇合適的焊條進行補焊。
3.施膠:
⑴.將XK-J-12設備專用耐磨材料按(重量)4:1比例混合攪拌均勻,用加熱后涂覆工具將混合后的修復材料涂于設備大面積磨損嚴重的部位
⑵.將XK-J-30設備專用耐磨材料按(重量)4:1比例混合攪拌均勻,用加熱后涂覆工具將混合后的修復材料涂覆于涂層表面,使表面平整、無砂眼。
4. 加溫固化:在120℃條件下加溫3個小時完全固化。
研磨驗收:
1.研磨:加溫固化后的工件嚴格按照工件的尺寸進行研磨處理,打磨至標準尺寸;
2.驗收:按照工件組裝標準驗收;
3.噴漆:經檢驗合格后,對工件進行噴漆,要求噴漆表面均勻,不允許有流掛現象
施膠注意事項:
①.嚴格按照XK-J系列設備專用耐磨材料A、B組分的比例混合攪拌,攪拌不均勻會出現局部脫膠、或質量問題。
②.充分混合材料后需在3-10分鐘內用完,否則材料會固化變硬,固化后的材料不能使用
服務熱線:0379-60679299
客戶咨詢:13603889856(微信)
商務經理:17739082820(微信)
郵箱:lylcxkjx@126.com
網址:http://www.sk77.net
地址:河南省洛陽市欒川縣赤土店鎮

